Laser vert vs. laser infrarouge : les nouveautés des PLI Conférences 2024

En 2023, Laser Rhône Alpes a participé aux PLI Conférences de Rennes. L’occasion d’y présenter les premiers résultats de son étude comparative : une analyse sur la soudabilité d’un assemblage hétérogène entre alliage de cuivre Cu-6AI-2NI et acier inoxydable 316L, mettant en concurrence le laser vert et le laser infrarouge.
En juin 2024, lors des PLI Conférences de Bordeaux, l’équipe a présenté de nouveaux résultats enthousiasmants. État des lieux !
Laser vert vs. laser infrarouge : la soudure hétérogène dans le viseur
Derrière ces recherches, une ambition : celle de réussir l’assemblage du titane et de l’acier inoxydable grâce à une soudure laser hétérogène. Mais pour cela, il faut faire face à de nombreuses contraintes, comme la formation de phases fragiles par exemple.
Selon les premiers résultats de cette étude comparative Laser vert vs. laser infrarouge, la soudure entre un alliage de cuivre et un acier inoxydable avec un laser vert offre une meilleure tenue mécanique. Restait à comprendre certains phénomènes, notamment les cas où la tenue mécanique ne donnait pas satisfaction.
| Cas concret Le cuivre et le bronze sont couramment utilisés pour souder des alliages de titane et des aciers. Le problème ? De telles soudures manquent de plasticité en raison de la fragilité des inter-métalliques Cu-Ti. En ajoutant du nickel dans la zone fondue, vous pouvez réaliser des soudures plus solides. |
Nouveaux tests, nouveaux résultats
Nathan Haglon, doctorant (CIFRE Laser Rhône Alpes) à l’ICB (Laboratoire interdisciplinaire Carnot de Bourgogne), s’intéresse à la soudure d’alliages complexes. Ces derniers mois, il s’est penché sur la soudure hétérogène entre le Constantan, un alliage de cuivre (Cu55Ni45), et l’alliage de titane Ti-6Al-4V.
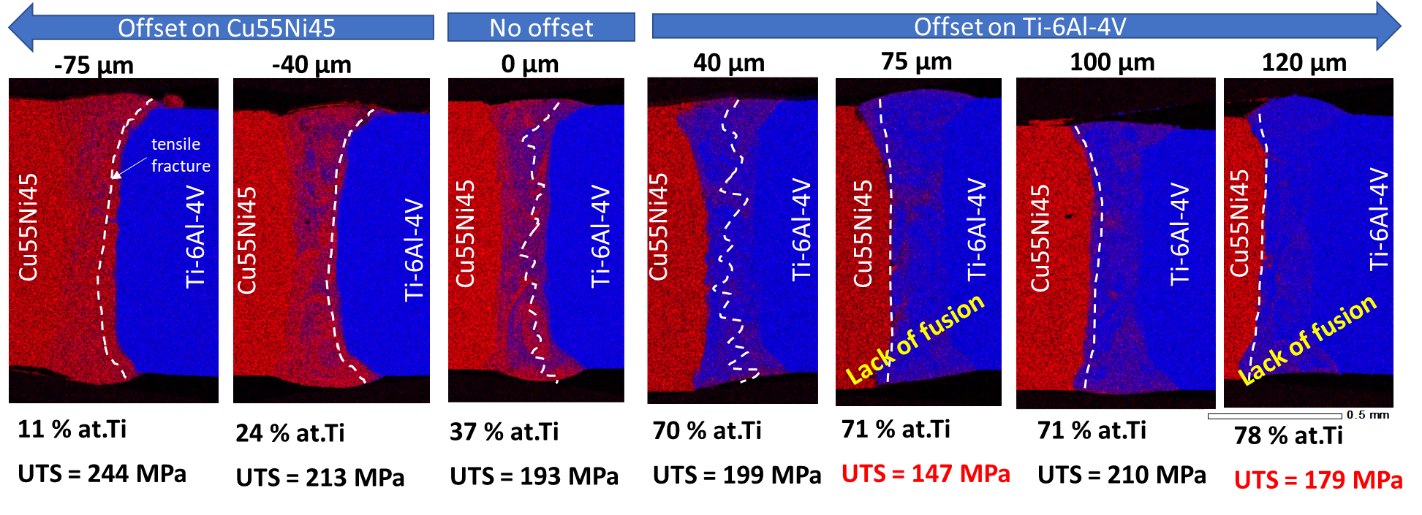
La méthodologie reste la même : soudage bord à bord de deux tôles Ti-6AI-4V de 1 mm d’épaisseur avec un insert de Constantan de même épaisseur, en décalant le spot laser fin (∅<100 µm) de chaque côté de la ligne de jointure. Des décalages qui induisent des concentrations en Ti entre 10 et 78 % dans la zone fondue.
Mesure de la dureté Vickers
Lors de tests, les soudures obtenues présentaient une dureté Vickers allant de 200 HV à 900 HV, avec une complexité d’intermétalliques dominée par des phases ternaires Cu-Ni-Ti.
Malgré la formation de nombreuses phases intermétalliques, aucune fissure n’a été observée dans les zones fondues, probablement en raison de la compensation de la fragilité locale par des phases plus douces environnantes.
Analyse des propriétés mécaniques
La résistance à la traction (Rm) des joints était maximale (249 MPa avec le laser vert et 257 MPa avec le laser infrarouge) lorsque le faisceau laser était décalé vers l’alliage Cu55Ni45.
La fracture s’est produite à l’interface entre la zone fondue et le Ti-6Al-4V. Un décalage du faisceau vers le Ti-6Al-4V a conduit à un Rm plus faible (~200 MPa), avec une fracture dans la zone fondue.
Les joints testés ont montré une déformation à la rupture d’environ 0,5 cm, ce qui dépasse les résultats obtenus pour les joints en alliage de bronze aluminium Cu-6Al-2Ni/Ti-6Al-4V (Rm < 100 MPa).
Ces résultats ne montrent pas de réelle différence de tenue mécanique entre les 2 sources lasers utilisées, ce qui s’explique par une absorption équivalente du Constantan entre les lasers infrarouge et vert.
La soudure entre le titane et l’inox est particulièrement intéressante en raison de leurs propriétés complémentaires. Elle offre des avantages significatifs pour l’aéronautique, la chimie, et le secteur médical.
Cette combinaison permet de tirer parti de la légèreté et de la résistance à la corrosion du titane, ainsi que de la durabilité et de la robustesse de l’inox, répondant aux exigences rigoureuses de ces secteurs.
Sébastien Lafaye, docteur en science de matériaux et directeur de Laser Rhône Alpes
Les résultats prometteurs de cette étude ouvrent la voie à la création de joints double-passe Ti-6Al-4V/Cu55Ni45/316L pour des applications industrielles. Pour en savoir plus sur les possibilités du laser vert, découvrez toutes les observations de nos experts dans un livre blanc.